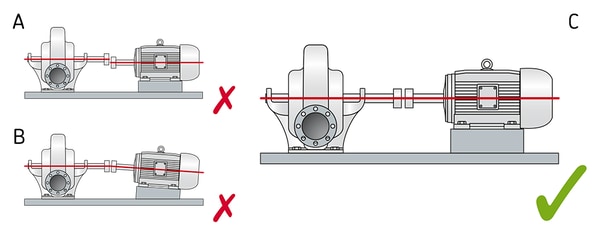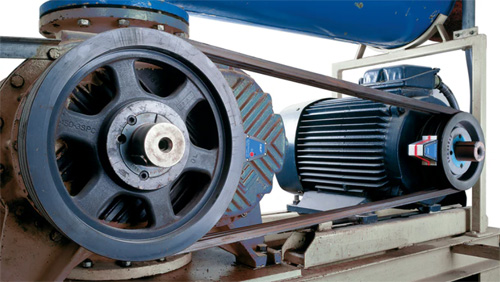
軋輥代表了各個行業生產線中所有動態零件的核心。皮帶將電動機的軸連接到輥上,而輥繞水平軸的旋轉會引起輥的線性運動。在一條生產線上,通常有100多個滾筒安裝在不同的高度,以確保產品符合質量標準。在加工、包裝、鋼鐵、造紙、印刷等行業,由于十幾個輥的旋轉,紙張從生產線的起點到終點都要經過很長的距離。

它們的正確對齊是確保所需產品質量并確保軸承和皮帶等機械零件壽命長的重要活動。也就是說,輥子的錯位在摩擦力獲得水平分量的點上引起的壓倒性的應力,從而導致這些零件失效。滾筒錯位引起的另一個問題是紙漿和紙張等敏感材料斷裂,或者高強度材料的材料厚度不均勻。
傳統的滾筒位置測量方法
傳統的經緯儀測量方法是輥子位置測量中應用最廣泛的技術之一,主要依靠激光測量。即使是最新一代的這種設備也只能測量兩個軸,水平軸和垂直軸。使用激光進行位置測量的最大問題是需要沿著整個滾筒的長度設置視線。滾輪默認安裝在封閉空間內,因此側面接近滾輪很難實現。技術人員必須拆除許多機械零件進行測量,并在完成位置調整后重新組裝。
此外,技術人員必須手動讀取和記錄所有測量值。測量結束后,技術人員必須分析大量數據來能發現有問題的輥,這是非常苛刻的。經緯儀方法的另一個問題是,由于雙軸測量的限制,無法確定不同高度輥子之間的相對位置,這額外延長了所需的停機時間。此時,所有工業制造商都認為使用這種技術所需的維護范圍極廣,更重要的是,由于同樣的問題再次出現,因此不夠準確。
ParAlign最準確、最省時的測量和調整服務
ParAlign測量系統內部有三個航空航天工業中經常使用的微型精密環形激光陀螺儀。在輥子的測量過程中,陀螺儀由于質量慣性而保持其旋轉軸不變,即使其底座發生移動。由于旋轉軸保持固定,內置機構決定傾斜角度。ParAlign系統擁有三個陀螺儀,它們沿著空間中的三個坐標(x、y和z)交錯排列。由系統確定的三個角度——滾轉、俯仰和偏航——始終給出其在空間中的準確位置。因此,不需要視線來進行精確測量。技術人員只需在20度的范圍內將設備掃過每個輥的圓周即可完成測量。
ParAlign捕獲和傳輸測量值的速度是傳統經緯儀方法的五到十倍。測量值立即無線傳輸到筆記本電腦。視覺圖形報告使機械師能夠立即觀察和注意到需要進行哪些調整,以便使用精密墊片和千分表進行正確的校正。所有ParAlign服務附帶的圖表提供了每個輥的水平和垂直偏移,并模擬了卷筒的路徑,顯示了松弛和張力可能發生的位置。測量一個輥只需要大約30秒。因此,一名技術人員可以在不到一天的時間內調整整臺機器。